


|
| MOQ: | 500KG |
| Price: | Negotiation |
| Standard Packaging: | 25kg Carton+900kg/Pallet or 5KG/CTN |
| Delivery Period: | 30days |
| Payment Method: | L/C, T/T,OA |
| Supply Capacity: | 600TON/MONTH |
Specification
DIN 960 Hex Head Bolts are partially threaded bolts with fine and extra fine external machine screw threads (the space between fine and extra fine threads is less than coarse, wider-spaced threads). Mated with internally threaded holes and nuts, they are similar to ISO 8765 except for some dimensional differences. Available in Class 8.8 and 10.9 steel, zinc plating inhibits the formation of rust while plain finish does not have any corrosion protection. Thread tolerance for Class 8.8 and 10.9 is 6g for plain finish and 6h for plated; right-hand threads are standard. Also called hex head cap screws, the bolt diameter and bolt length determine the minimum threaded length. The bolt's length is measured from under the head to the tip. DIN 960 Hex Head Bolts are similar to ISO 8765 and JIS B1180. Use DIN 961 instead when fully threaded is required and DIN 931 for partially threaded coarse threads.
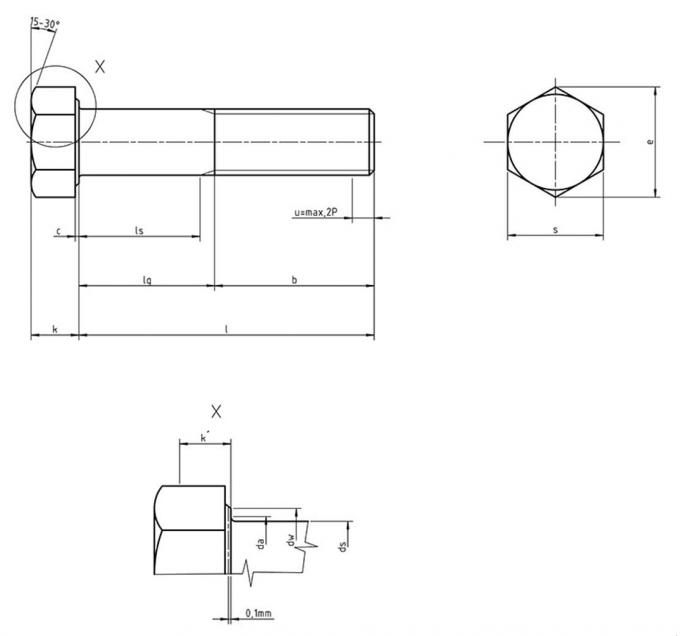
l - length of bolt
Steel: 5.6,5.8,8.8,10.9,12.9
Stainless: A2,A4
Plastic: -
Non Ferrous: Brass
Thread: 6g
DIN960
|
||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||
Process flow
Cold forging
Annealing treatment(if need) ➨ wiredrawing ➨ clod forging ➨ thread rolling ➨make heat treatment(if need) ➨ Finish ➨ Packing
Hot forging
Cutting material ➨ hot forging ➨ turning ➨ shrink diameter(half thread) ➨thread rolling ➨ make heat treatment(if need) ➨ Finish ➨ Packing
Mechanical capacity
| NO. | Mechanical or physical property |
Property class | |||||||||||
| 4.6 | 4.8 | 5.6 | 5.8 | 6.8 | 8.8 | 9.8 | 10.9 | 12.9/12.9 | |||||
| D≤16mma | d>16mmb | d≤16mm | |||||||||||
| 1 | Tensile strength Rm,Mpa |
nom.c | 400 | 500 | 600 | 800 | 900 | 1000 | 1200 | ||||
| max. | 400 | 420 | 500 | 520 | 600 | 800 | 830 | 900 | 1040 | 1220 | |||
| 2 | Lower yield strength ReL,Mpa |
nom.c | 240 | —— | 300 | —— | —— | —— | —— | —— | —— | —— | |
| max. | 240 | —— | 300 | —— | —— | —— | —— | —— | —— | —— | |||
| 3 | Stress at 0,2 % nonproportional elongation Rp0.2,Mpa |
nom.c | —— | —— | —— | —— | —— | 640 | 640 | 720 | 900 | 1080 | |
| max. | —— | —— | —— | —— | —— | 640 | 660 | 720 | 940 | 1100 | |||
| 4 | Stress at 0,0048 d non-proportional elongation for full-size fasteners Rpf,Mpa |
nom.c | —— | 320 | —— | 400 | 480 | —— | —— | —— | —— | —— | |
| max. | —— | 340e | —— | 420e | 480e | —— | —— | —— | —— | —— | |||
| 5 | Stress under proof load Spf,Mpa |
nom. | 225 | 310 | 280 | 380 | 440 | 580 | 600 | 650 | 830 | 970 | |
| Proof Sp,nom/ReL min Or strength Sp,nom/Rp0.2min Or rati Sp,nom/Rpf min |
0.94 | 0.91 | 0.93 | 0.9 | 0.92 | 0.91 | 0.91 | 0.9 | 0.88 | 0.88 | |||
| 6 | Percentage elongation after fracture for machined test pieces,A,% |
min. | 22 | —— | 20 | —— | —— | 12 | 12 | 10 | 9 | 8 | |
| 7 | Percentage reduction of area after fracture for machined test pieces,Z,% |
min. | —— | 52 | 48 | 48 | 44 | ||||||
| 8 | Elongation after fracture for full-size fasteners,Af |
min. | —— | 0.24 | —— | 0.22 | 0.2 | —— | —— | —— | —— | —— | |
| 9 | Head soundness | No fracture | |||||||||||
| 10 | Vickers hardness, HV, F≥98N |
min. | 120 | 130 | 155 | 160 | 190 | 250 | 255 | 290 | 320 | 385 | |
| max. | 220g | 250 | 320 | 335 | 360 | 380 | 435 | ||||||
| 11 | Brinell hardness, HBW ,F=30D² |
min. | 114 | 124 | 147 | 152 | 181 | 238 | 242 | 276 | 304 | 366 | |
| max. | 209g | 238 | 304 | 318 | 342 | 361 | 414 | ||||||
| 12 | Rockwell hardness,HRB , HRB |
min. | 67 | 71 | 79 | 82 | 89 | ||||||
| max. | 95g | 99.5 | |||||||||||
| Rockwell hardness, HRC |
min. | —— | 22 | 23 | 28 | 32 | 39 | ||||||
| max. | —— | 32 | 34 | 37 | 39 | 44 | |||||||
| 13 | Surface hardness HV 0.3 |
max. | —— | h | h,j | h,j | |||||||
| 14 | Height of non-decarburized thread zone,E,mm | min. | —— | 1/2H1 | 2/3H1 | 3/4H1 | |||||||
| Depth of complete decarburization in the thread,G,mm |
max. | —— | 0.015 | ||||||||||
| 15 | Reduction of hardness after retempering,HV | max. | —— | 20 | |||||||||
| 16 | Breaking torque, MB,N·m |
min. | —— | in accordance with ISO 898-7 | |||||||||
| 17 | Impact strength, KVK,I,J |
min. | —— | 27 | —— | 27 | 27 | 27 | 27 | m | |||
| 18 | Surface integrity in accordance with | ISO 6157-1n | ISO 6157-3 | ||||||||||
| a Values do not apply for structural bolting. b For structural bolting d W M12. c Nominal values are specified only for the purpose of the designation system for property classes. See Clause 5. d In cases where the lower yield strength ReL cannot be determined, it is permissible to measure the stress at 0,2 % non-proportional elongation Rp0,2. e For the property classes 4.8, 5.8 and 6.8 the values for Rpf min are under investigation. The present values are given for calculation of the proof stress ratio only. They are not test values. f Proof loads are specified in Tables 5 and 7. g Hardness determined at the end of a fastener shall be 250 HV, 238 HB or 99,5 HRB maximum. h Surface hardness shall not be more than 30 Vickers points above the measured core hardness of the fastener when determination of both surface hardness and core hardness are carried out with HV 0,3. i Any increase in hardness at the surface which indicates that the surface hardness exceeds 390 HV is not acceptable. j Any increase in hardness at the surface which indicates that the surface hardness exceeds 435 HV is not acceptable. k Values are determined at a test temperature of −20 °C, see 9.14. l Applies to d W 16 mm. m Value for KV is under investigation. n Instead of ISO 6157-1, ISO 6157-3 may apply by agreement between the manufacturer and the purchaser. |
|||||||||||||
Product Grade
Class4.8 Class5.8 Class6.8 Class8.8 Class10.9 Class12.9
Materials and Chemical compstition
1008
| CHEMICAL COMPOSI % | ||||||||
| C | Si | Mn | P | S | Cr | Ni | Cu | Al |
| 0.06 | 0.06 | 0.33 | 0.013 | 0.003 | 0.01 | 0 | 0.01 | 0.028 |
1035
| CHEMICAL COMPOSI % | |||||||
| C | Si | Mn | P | S | Cr | Ni | Cu |
| 0.34 | 0.13 | 0.73 | 0.012 | 0.002 | 0.02 | 0.01 | 0.02 |
10B21
| CHEMICAL COMPOSI % | ||||||
| C | Si | Mn | P | S | Cr | B |
| 0.2 | 0.04 | 0.81 | 0.017 | 0.007 | 0.017 | 0.0021 |
1045
| CHEMICAL COMPOSI % | |||||||
| C | Si | Mn | P | S | Cr | Ni | Cu |
| 0.45 | 0.23 | 0.58 | 0.014 | 0.006 | 0.057 | 0.008 | 0.016 |
40CR
| CHEMICAL COMPOSI % | |||||||
| C | Si | Mn | P | S | Cr | Ni | Cu |
| 0.4 | 0.21 | 0.54 | 0.015 | 0.008 | 0.95 | 0.02 | 0.02 |
35CRMO
| CHEMICAL COMPOSI % | ||||||||
| C | Si | Mn | P | S | Cr | Ni | Cu | Mo |
| 0.35 | 0.22 | 0.59 | 0.01 | 0.003 | 0.93 | 0.01 | 0.01 | 0.21 |
42CRMO
| CHEMICAL COMPOSI % | ||||||||
| C | Si | Mn | P | S | Cr | Ni | Cu | Mo |
| 0.42 | 0.27 | 0.92 | 0.013 | 0.004 | 1.01 | 0.03 | 0.04 | 0.2 |
Finish
PLAIN ZP YZP BLACK HDG DACROMET GEOMET CHROME NICKEL AND SO ON
PACKING
QBH BULK
20-25KG/CTN,36CTNS/PALLET
20-30KG/BAGS,36BAGS/PALLET
ONE TON/BOXES
50KG/ IRON DRUM,12 IRON DRUMS/PALLET
QBH SMALL PACKING
Packing in small boxes according to customer’s requirements
Packing in plastic bag according to customer’s requirements
QBH PALLET TYPE
SOLID WOOD FUMIGATION PALLET
EURO Pallet
THREE SPLINT PALLET
WOODEN BOX
The advantages of QBH
Product application
These Class 8.8 steel screws are suitable for fastening most machinery and equipment. Dimensions
meet ISO (formerly DIN) specifications. Length is measured from under the head.
Zinc-plated steel screws resist corrosion in wet environments. Match the thread spacing of mating
components. Fine and extra-fine threads are closely spaced to prevent loosening from vibration; the
finer the thread, the better the resistance.
|
|
| MOQ: | 500KG |
| Price: | Negotiation |
| Standard Packaging: | 25kg Carton+900kg/Pallet or 5KG/CTN |
| Delivery Period: | 30days |
| Payment Method: | L/C, T/T,OA |
| Supply Capacity: | 600TON/MONTH |
Specification
DIN 960 Hex Head Bolts are partially threaded bolts with fine and extra fine external machine screw threads (the space between fine and extra fine threads is less than coarse, wider-spaced threads). Mated with internally threaded holes and nuts, they are similar to ISO 8765 except for some dimensional differences. Available in Class 8.8 and 10.9 steel, zinc plating inhibits the formation of rust while plain finish does not have any corrosion protection. Thread tolerance for Class 8.8 and 10.9 is 6g for plain finish and 6h for plated; right-hand threads are standard. Also called hex head cap screws, the bolt diameter and bolt length determine the minimum threaded length. The bolt's length is measured from under the head to the tip. DIN 960 Hex Head Bolts are similar to ISO 8765 and JIS B1180. Use DIN 961 instead when fully threaded is required and DIN 931 for partially threaded coarse threads.
l - length of bolt
Steel: 5.6,5.8,8.8,10.9,12.9
Stainless: A2,A4
Plastic: -
Non Ferrous: Brass
Thread: 6g
DIN960
|
||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||
Process flow
Cold forging
Annealing treatment(if need) ➨ wiredrawing ➨ clod forging ➨ thread rolling ➨make heat treatment(if need) ➨ Finish ➨ Packing
Hot forging
Cutting material ➨ hot forging ➨ turning ➨ shrink diameter(half thread) ➨thread rolling ➨ make heat treatment(if need) ➨ Finish ➨ Packing
Mechanical capacity
| NO. | Mechanical or physical property |
Property class | |||||||||||
| 4.6 | 4.8 | 5.6 | 5.8 | 6.8 | 8.8 | 9.8 | 10.9 | 12.9/12.9 | |||||
| D≤16mma | d>16mmb | d≤16mm | |||||||||||
| 1 | Tensile strength Rm,Mpa |
nom.c | 400 | 500 | 600 | 800 | 900 | 1000 | 1200 | ||||
| max. | 400 | 420 | 500 | 520 | 600 | 800 | 830 | 900 | 1040 | 1220 | |||
| 2 | Lower yield strength ReL,Mpa |
nom.c | 240 | —— | 300 | —— | —— | —— | —— | —— | —— | —— | |
| max. | 240 | —— | 300 | —— | —— | —— | —— | —— | —— | —— | |||
| 3 | Stress at 0,2 % nonproportional elongation Rp0.2,Mpa |
nom.c | —— | —— | —— | —— | —— | 640 | 640 | 720 | 900 | 1080 | |
| max. | —— | —— | —— | —— | —— | 640 | 660 | 720 | 940 | 1100 | |||
| 4 | Stress at 0,0048 d non-proportional elongation for full-size fasteners Rpf,Mpa |
nom.c | —— | 320 | —— | 400 | 480 | —— | —— | —— | —— | —— | |
| max. | —— | 340e | —— | 420e | 480e | —— | —— | —— | —— | —— | |||
| 5 | Stress under proof load Spf,Mpa |
nom. | 225 | 310 | 280 | 380 | 440 | 580 | 600 | 650 | 830 | 970 | |
| Proof Sp,nom/ReL min Or strength Sp,nom/Rp0.2min Or rati Sp,nom/Rpf min |
0.94 | 0.91 | 0.93 | 0.9 | 0.92 | 0.91 | 0.91 | 0.9 | 0.88 | 0.88 | |||
| 6 | Percentage elongation after fracture for machined test pieces,A,% |
min. | 22 | —— | 20 | —— | —— | 12 | 12 | 10 | 9 | 8 | |
| 7 | Percentage reduction of area after fracture for machined test pieces,Z,% |
min. | —— | 52 | 48 | 48 | 44 | ||||||
| 8 | Elongation after fracture for full-size fasteners,Af |
min. | —— | 0.24 | —— | 0.22 | 0.2 | —— | —— | —— | —— | —— | |
| 9 | Head soundness | No fracture | |||||||||||
| 10 | Vickers hardness, HV, F≥98N |
min. | 120 | 130 | 155 | 160 | 190 | 250 | 255 | 290 | 320 | 385 | |
| max. | 220g | 250 | 320 | 335 | 360 | 380 | 435 | ||||||
| 11 | Brinell hardness, HBW ,F=30D² |
min. | 114 | 124 | 147 | 152 | 181 | 238 | 242 | 276 | 304 | 366 | |
| max. | 209g | 238 | 304 | 318 | 342 | 361 | 414 | ||||||
| 12 | Rockwell hardness,HRB , HRB |
min. | 67 | 71 | 79 | 82 | 89 | ||||||
| max. | 95g | 99.5 | |||||||||||
| Rockwell hardness, HRC |
min. | —— | 22 | 23 | 28 | 32 | 39 | ||||||
| max. | —— | 32 | 34 | 37 | 39 | 44 | |||||||
| 13 | Surface hardness HV 0.3 |
max. | —— | h | h,j | h,j | |||||||
| 14 | Height of non-decarburized thread zone,E,mm | min. | —— | 1/2H1 | 2/3H1 | 3/4H1 | |||||||
| Depth of complete decarburization in the thread,G,mm |
max. | —— | 0.015 | ||||||||||
| 15 | Reduction of hardness after retempering,HV | max. | —— | 20 | |||||||||
| 16 | Breaking torque, MB,N·m |
min. | —— | in accordance with ISO 898-7 | |||||||||
| 17 | Impact strength, KVK,I,J |
min. | —— | 27 | —— | 27 | 27 | 27 | 27 | m | |||
| 18 | Surface integrity in accordance with | ISO 6157-1n | ISO 6157-3 | ||||||||||
| a Values do not apply for structural bolting. b For structural bolting d W M12. c Nominal values are specified only for the purpose of the designation system for property classes. See Clause 5. d In cases where the lower yield strength ReL cannot be determined, it is permissible to measure the stress at 0,2 % non-proportional elongation Rp0,2. e For the property classes 4.8, 5.8 and 6.8 the values for Rpf min are under investigation. The present values are given for calculation of the proof stress ratio only. They are not test values. f Proof loads are specified in Tables 5 and 7. g Hardness determined at the end of a fastener shall be 250 HV, 238 HB or 99,5 HRB maximum. h Surface hardness shall not be more than 30 Vickers points above the measured core hardness of the fastener when determination of both surface hardness and core hardness are carried out with HV 0,3. i Any increase in hardness at the surface which indicates that the surface hardness exceeds 390 HV is not acceptable. j Any increase in hardness at the surface which indicates that the surface hardness exceeds 435 HV is not acceptable. k Values are determined at a test temperature of −20 °C, see 9.14. l Applies to d W 16 mm. m Value for KV is under investigation. n Instead of ISO 6157-1, ISO 6157-3 may apply by agreement between the manufacturer and the purchaser. |
|||||||||||||
Product Grade
Class4.8 Class5.8 Class6.8 Class8.8 Class10.9 Class12.9
Materials and Chemical compstition
1008
| CHEMICAL COMPOSI % | ||||||||
| C | Si | Mn | P | S | Cr | Ni | Cu | Al |
| 0.06 | 0.06 | 0.33 | 0.013 | 0.003 | 0.01 | 0 | 0.01 | 0.028 |
1035
| CHEMICAL COMPOSI % | |||||||
| C | Si | Mn | P | S | Cr | Ni | Cu |
| 0.34 | 0.13 | 0.73 | 0.012 | 0.002 | 0.02 | 0.01 | 0.02 |
10B21
| CHEMICAL COMPOSI % | ||||||
| C | Si | Mn | P | S | Cr | B |
| 0.2 | 0.04 | 0.81 | 0.017 | 0.007 | 0.017 | 0.0021 |
1045
| CHEMICAL COMPOSI % | |||||||
| C | Si | Mn | P | S | Cr | Ni | Cu |
| 0.45 | 0.23 | 0.58 | 0.014 | 0.006 | 0.057 | 0.008 | 0.016 |
40CR
| CHEMICAL COMPOSI % | |||||||
| C | Si | Mn | P | S | Cr | Ni | Cu |
| 0.4 | 0.21 | 0.54 | 0.015 | 0.008 | 0.95 | 0.02 | 0.02 |
35CRMO
| CHEMICAL COMPOSI % | ||||||||
| C | Si | Mn | P | S | Cr | Ni | Cu | Mo |
| 0.35 | 0.22 | 0.59 | 0.01 | 0.003 | 0.93 | 0.01 | 0.01 | 0.21 |
42CRMO
| CHEMICAL COMPOSI % | ||||||||
| C | Si | Mn | P | S | Cr | Ni | Cu | Mo |
| 0.42 | 0.27 | 0.92 | 0.013 | 0.004 | 1.01 | 0.03 | 0.04 | 0.2 |
Finish
PLAIN ZP YZP BLACK HDG DACROMET GEOMET CHROME NICKEL AND SO ON
PACKING
QBH BULK
20-25KG/CTN,36CTNS/PALLET
20-30KG/BAGS,36BAGS/PALLET
ONE TON/BOXES
50KG/ IRON DRUM,12 IRON DRUMS/PALLET
QBH SMALL PACKING
Packing in small boxes according to customer’s requirements
Packing in plastic bag according to customer’s requirements
QBH PALLET TYPE
SOLID WOOD FUMIGATION PALLET
EURO Pallet
THREE SPLINT PALLET
WOODEN BOX
The advantages of QBH
Product application
These Class 8.8 steel screws are suitable for fastening most machinery and equipment. Dimensions
meet ISO (formerly DIN) specifications. Length is measured from under the head.
Zinc-plated steel screws resist corrosion in wet environments. Match the thread spacing of mating
components. Fine and extra-fine threads are closely spaced to prevent loosening from vibration; the
finer the thread, the better the resistance.

