

|
| MOQ: | 900kg |
| Price: | Negotiation |
| Standard Packaging: | 25KG/CTN,36CTN/PALLET or small packing |
| Delivery Period: | 30DAYS |
| Payment Method: | L/C, T/T |
| Supply Capacity: | 500TON/MONTH |
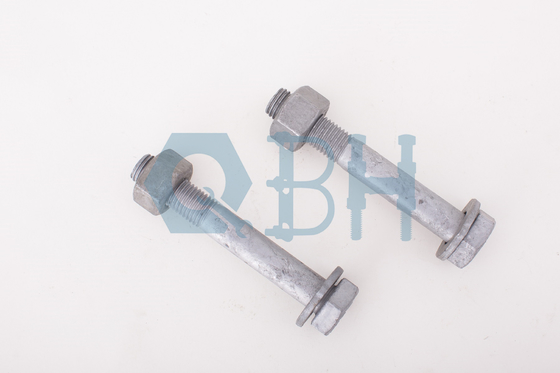
8.8 HDG Carbon Steel M16 TO M36 Electrical Fasteners
Specification
8.8 High-Tensile Structural Bolt AS1252
Allfasteners AS1252 structural bolts are a complete assembly of bolt, nut and washer. Selected by those who depend on quality products installed in there project to meet the requirements of Australian structural standards.
|
|||||||
|
Process flow
Cold forging
Annealing treatment(if need) ➨ wiredrawing ➨ clod forging ➨ thread rolling ➨make heat treatment(if need) ➨ Finish ➨ Packing
Hot forging
Cutting material ➨ hot forging ➨ turning ➨ shrink diameter(half thread) ➨thread rolling ➨ make heat treatment(if need) ➨ Finish ➨ Packing
Product Grade
Class4.8 Class5.8 Class6.8 Class8.8 Class10.9 Class12.9
| NO. | Mechanical or physical property |
Property class | ||||||||||
| 4.6 | 4.8 | 5.6 | 5.8 | 6.8 | 8.8 | 9.8 | 10.9 | 12.9/12.9 | ||||
| D≤16mma | d>16mmb | d≤16mm | ||||||||||
| 1 | Tensile strength Rm,Mpa |
nom.c | 400 | 500 | 600 | 800 | 900 | 1000 | 1200 | |||
| max. | 400 | 420 | 500 | 520 | 600 | 800 | 830 | 900 | 1040 | 1220 | ||
| 2 | Lower yield strength ReL,Mpa |
nom.c | 240 | —— | 300 | —— | —— | —— | —— | —— | —— | —— |
| max. | 240 | —— | 300 | —— | —— | —— | —— | —— | —— | —— | ||
| 3 | Stress at 0,2 % nonproportional elongation Rp0.2,Mpa |
nom.c | —— | —— | —— | —— | —— | 640 | 640 | 720 | 900 | 1080 |
| max. | —— | —— | —— | —— | —— | 640 | 660 | 720 | 940 | 1100 | ||
| 4 | Stress at 0,0048 d non-proportional elongation for full-size fasteners Rpf,Mpa |
nom.c | —— | 320 | —— | 400 | 480 | —— | —— | —— | —— | —— |
| max. | —— | 340e | —— | 420e | 480e | —— | —— | —— | —— | —— | ||
| 5 | Stress under proof load Spf,Mpa |
nom. | 225 | 310 | 280 | 380 | 440 | 580 | 600 | 650 | 830 | 970 |
| Proof Sp,nom/ReL min Or strength Sp,nom/Rp0.2min Or rati Sp,nom/Rpf min |
0.94 | 0.91 | 0.93 | 0.9 | 0.92 | 0.91 | 0.91 | 0.9 | 0.88 | 0.88 | ||
| 6 | Percentage elongation after fracture for machined test pieces,A,% |
min. | 22 | -— | 20 | —— | —— | 12 | 12 | 10 | 9 | 8 |
| 7 | Percentage reduction of area after fracture for machined test pieces,Z,% |
min. | —— | 52 | 48 | 48 | 44 | |||||
| 8 | Elongation after fracture for full-size fasteners,Af |
min. | —— | 0.24 | —— | 0.22 | 0.2 | —— | —— | —— | —— | —— |
| 9 | Head soundness | No fracture | ||||||||||
| 10 | Vickers hardness, HV, F≥98N |
min. | 120 | 130 | 155 | 160 | 190 | 250 | 255 | 290 | 320 | 385 |
| max. | 220g | 250 | 320 | 335 | 360 | 380 | 435 | |||||
| 11 | Brinell hardness, HBW ,F=30D² |
min. | 114 | 124 | 147 | 152 | 181 | 238 | 242 | 276 | 304 | 366 |
| max. | 209g | 238 | 304 | 318 | 342 | 361 | 414 | |||||
| 12 | Rockwell hardness,HRB , HRB |
min. | 67 | 71 | 79 | 82 | 89 | |||||
| max. | 95g | 99.5 | ||||||||||
| Rockwell hardness, HRC |
min. | —— | 22 | 23 | 28 | 32 | 39 | |||||
| max. | —— | 32 | 34 | 37 | 39 | 44 | ||||||
| 13 | Surface hardness HV 0.3 |
max. | —— | h | h,j | h,j | ||||||
| 14 | Height of non-decarburized thread zone,E,mm | min. | —— | 1/2H1 | 2/3H1 | 3/4H1 | ||||||
| Depth of complete decarburization in the thread,G,mm |
max. | —— | 0.015 | |||||||||
| 15 | Reduction of hardness after retempering,HV | max. | —— | 20 | ||||||||
| 16 | Breaking torque, MB,N·m |
min. | —— | in accordance with ISO 898-7 | ||||||||
| 17 | Impact strength, KVK,I,J |
min. | —— | 27 | —— | 27 | 27 | 27 | 27 | m | ||
| 18 | Surface integrity in accordance with | ISO 6157-1n | ISO 6157-3 | |||||||||
|
a Values do not apply for structural bolting. |
||||||||||||
Materials and Chemical compstition
1008
| CHEMICAL COMPOSI % | ||||||||
| C | Si | Mn | P | S | Cr | Ni | Cu | Al |
| 0.06 | 0.06 | 0.33 | 0.013 | 0.003 | 0.01 | 0 | 0.01 | 0.028 |
1035
| CHEMICAL COMPOSI % | |||||||
| C | Si | Mn | P | S | Cr | Ni | Cu |
| 0.34 | 0.13 | 0.73 | 0.012 | 0.002 | 0.02 | 0.01 | 0.02 |
10B21
| CHEMICAL COMPOSI % | ||||||
| C | Si | Mn | P | S | Cr | B |
| 0.2 | 0.04 | 0.81 | 0.017 | 0.007 | 0.017 | 0.0021 |
1045
| CHEMICAL COMPOSI % | |||||||
| C | Si | Mn | P | S | Cr | Ni | Cu |
| 0.45 | 0.23 | 0.58 | 0.014 | 0.006 | 0.057 | 0.008 | 0.016 |
40CR
| CHEMICAL COMPOSI % | |||||||
| C | Si | Mn | P | S | Cr | Ni | Cu |
| 0.4 | 0.21 | 0.54 | 0.015 | 0.008 | 0.95 | 0.02 | 0.02 |
35CRMO
| CHEMICAL COMPOSI % | ||||||||
| C | Si | Mn | P | S | Cr | Ni | Cu | Mo |
| 0.35 | 0.22 | 0.59 | 0.01 | 0.003 | 0.93 | 0.01 | 0.01 | 0.21 |
42CRMO
| CHEMICAL COMPOSI % | ||||||||
| C | Si | Mn | P | S | Cr | Ni | Cu | Mo |
| 0.42 | 0.27 | 0.92 | 0.013 | 0.004 | 1.01 | 0.03 | 0.04 | 0.2 |
Finish
PLAIN ZP YZP BLACK HDG DACROMET GEOMET CHROME NICKEL AND SO ON
PACKING
QBH BULK
20-25KG/CTN,36CTNS/PALLET
20-30KG/BAGS,36BAGS/PALLET
ONE TON/BOXES
50KG/ IRON DRUM,12 IRON DRUMS/PALLET
QBH SMALL PACKING
Packing in small boxes according to customer’s requirements
Packing in plastic bag according to customer’s requirements
QBH PALLET TYPE
SOLID WOOD FUMIGATION PALLET
EURO Pallet
THREE SPLINT PALLET
WOODEN BOX
The advantages of QBH
Product application
AS1252 Gr8.8 High Tensile Structural Bolts HDG
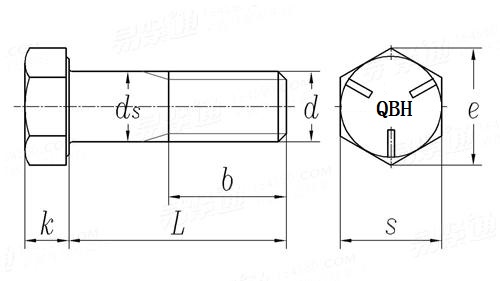
The bolts of AS1252 bolt nut washer assemble HDG Factory has machine screw threads on one end and hex head on the other with a washer face under the head for a better seal. These Bolts can tighten into a machine directly, because AS1252 bolt nut washer assemble HDG Factory has washers and nuts that are the same grade and finish as the hex bolt. Partially threaded shank allows for a stronger grip between objects and less shear movement.
AS1252 bolt nut washer assemble HDG Factory is composed of bolt, nut and washer. AS1252 bolt nut washer assemble HDG Factory has to pre-drill any holes for best result. Tighten these thumb screws with a wrench for more torque while fastening. These bolt nut washer assemble is suitable for fastening most machinery and equipment.
AS1252 bolts are headed, externally threaded fasteners used to keep two objects, often metal or wood, in a fixed position relative to one another. Unlike screws, which cut their own threads, bolts pair with the internal threads of nuts to stay in place and ensure the desired level of tension in the bolted joint. The use of nuts aids in disassembly and reassembly. In addition, bolts generally have a greater load bearing capacity than screws but lack a tapered shaft. The head style of the bolt determines the tool required for tightening and loosening. Bolts are responsible for holding together everything from furniture to machinery to bridges.
AS1252 bolts include fully threaded screws and partially threaded screws. Fully threaded screws engage with a tapped, threaded hole all the way to the head. Choose these when sideways force is not a concern. Partially threaded screws have an unthreaded portion under the head for more holding power when force is applied from the side. The unthreaded portion is stronger than the threaded portion of the screw. Thread length may vary from the minimum thread length published to fully thread.
AS1252 bolt nut washer assemble HDG Factory is designed for high load applications requiring a high tensile strength, especially those connecting steel to steel, such as the construction of bridges and buildings. AS1252 bolt nut washer assemble HDG Factory has to pre-drill any holes for best result and to use washers and nuts that are a similar grade and finish. Tighten these thumb screws with a wrench for more torque while fastening.
|
|
| MOQ: | 900kg |
| Price: | Negotiation |
| Standard Packaging: | 25KG/CTN,36CTN/PALLET or small packing |
| Delivery Period: | 30DAYS |
| Payment Method: | L/C, T/T |
| Supply Capacity: | 500TON/MONTH |
8.8 HDG Carbon Steel M16 TO M36 Electrical Fasteners
Specification
8.8 High-Tensile Structural Bolt AS1252
Allfasteners AS1252 structural bolts are a complete assembly of bolt, nut and washer. Selected by those who depend on quality products installed in there project to meet the requirements of Australian structural standards.
|
|||||||
|
Process flow
Cold forging
Annealing treatment(if need) ➨ wiredrawing ➨ clod forging ➨ thread rolling ➨make heat treatment(if need) ➨ Finish ➨ Packing
Hot forging
Cutting material ➨ hot forging ➨ turning ➨ shrink diameter(half thread) ➨thread rolling ➨ make heat treatment(if need) ➨ Finish ➨ Packing
Product Grade
Class4.8 Class5.8 Class6.8 Class8.8 Class10.9 Class12.9
| NO. | Mechanical or physical property |
Property class | ||||||||||
| 4.6 | 4.8 | 5.6 | 5.8 | 6.8 | 8.8 | 9.8 | 10.9 | 12.9/12.9 | ||||
| D≤16mma | d>16mmb | d≤16mm | ||||||||||
| 1 | Tensile strength Rm,Mpa |
nom.c | 400 | 500 | 600 | 800 | 900 | 1000 | 1200 | |||
| max. | 400 | 420 | 500 | 520 | 600 | 800 | 830 | 900 | 1040 | 1220 | ||
| 2 | Lower yield strength ReL,Mpa |
nom.c | 240 | —— | 300 | —— | —— | —— | —— | —— | —— | —— |
| max. | 240 | —— | 300 | —— | —— | —— | —— | —— | —— | —— | ||
| 3 | Stress at 0,2 % nonproportional elongation Rp0.2,Mpa |
nom.c | —— | —— | —— | —— | —— | 640 | 640 | 720 | 900 | 1080 |
| max. | —— | —— | —— | —— | —— | 640 | 660 | 720 | 940 | 1100 | ||
| 4 | Stress at 0,0048 d non-proportional elongation for full-size fasteners Rpf,Mpa |
nom.c | —— | 320 | —— | 400 | 480 | —— | —— | —— | —— | —— |
| max. | —— | 340e | —— | 420e | 480e | —— | —— | —— | —— | —— | ||
| 5 | Stress under proof load Spf,Mpa |
nom. | 225 | 310 | 280 | 380 | 440 | 580 | 600 | 650 | 830 | 970 |
| Proof Sp,nom/ReL min Or strength Sp,nom/Rp0.2min Or rati Sp,nom/Rpf min |
0.94 | 0.91 | 0.93 | 0.9 | 0.92 | 0.91 | 0.91 | 0.9 | 0.88 | 0.88 | ||
| 6 | Percentage elongation after fracture for machined test pieces,A,% |
min. | 22 | -— | 20 | —— | —— | 12 | 12 | 10 | 9 | 8 |
| 7 | Percentage reduction of area after fracture for machined test pieces,Z,% |
min. | —— | 52 | 48 | 48 | 44 | |||||
| 8 | Elongation after fracture for full-size fasteners,Af |
min. | —— | 0.24 | —— | 0.22 | 0.2 | —— | —— | —— | —— | —— |
| 9 | Head soundness | No fracture | ||||||||||
| 10 | Vickers hardness, HV, F≥98N |
min. | 120 | 130 | 155 | 160 | 190 | 250 | 255 | 290 | 320 | 385 |
| max. | 220g | 250 | 320 | 335 | 360 | 380 | 435 | |||||
| 11 | Brinell hardness, HBW ,F=30D² |
min. | 114 | 124 | 147 | 152 | 181 | 238 | 242 | 276 | 304 | 366 |
| max. | 209g | 238 | 304 | 318 | 342 | 361 | 414 | |||||
| 12 | Rockwell hardness,HRB , HRB |
min. | 67 | 71 | 79 | 82 | 89 | |||||
| max. | 95g | 99.5 | ||||||||||
| Rockwell hardness, HRC |
min. | —— | 22 | 23 | 28 | 32 | 39 | |||||
| max. | —— | 32 | 34 | 37 | 39 | 44 | ||||||
| 13 | Surface hardness HV 0.3 |
max. | —— | h | h,j | h,j | ||||||
| 14 | Height of non-decarburized thread zone,E,mm | min. | —— | 1/2H1 | 2/3H1 | 3/4H1 | ||||||
| Depth of complete decarburization in the thread,G,mm |
max. | —— | 0.015 | |||||||||
| 15 | Reduction of hardness after retempering,HV | max. | —— | 20 | ||||||||
| 16 | Breaking torque, MB,N·m |
min. | —— | in accordance with ISO 898-7 | ||||||||
| 17 | Impact strength, KVK,I,J |
min. | —— | 27 | —— | 27 | 27 | 27 | 27 | m | ||
| 18 | Surface integrity in accordance with | ISO 6157-1n | ISO 6157-3 | |||||||||
|
a Values do not apply for structural bolting. |
||||||||||||
Materials and Chemical compstition
1008
| CHEMICAL COMPOSI % | ||||||||
| C | Si | Mn | P | S | Cr | Ni | Cu | Al |
| 0.06 | 0.06 | 0.33 | 0.013 | 0.003 | 0.01 | 0 | 0.01 | 0.028 |
1035
| CHEMICAL COMPOSI % | |||||||
| C | Si | Mn | P | S | Cr | Ni | Cu |
| 0.34 | 0.13 | 0.73 | 0.012 | 0.002 | 0.02 | 0.01 | 0.02 |
10B21
| CHEMICAL COMPOSI % | ||||||
| C | Si | Mn | P | S | Cr | B |
| 0.2 | 0.04 | 0.81 | 0.017 | 0.007 | 0.017 | 0.0021 |
1045
| CHEMICAL COMPOSI % | |||||||
| C | Si | Mn | P | S | Cr | Ni | Cu |
| 0.45 | 0.23 | 0.58 | 0.014 | 0.006 | 0.057 | 0.008 | 0.016 |
40CR
| CHEMICAL COMPOSI % | |||||||
| C | Si | Mn | P | S | Cr | Ni | Cu |
| 0.4 | 0.21 | 0.54 | 0.015 | 0.008 | 0.95 | 0.02 | 0.02 |
35CRMO
| CHEMICAL COMPOSI % | ||||||||
| C | Si | Mn | P | S | Cr | Ni | Cu | Mo |
| 0.35 | 0.22 | 0.59 | 0.01 | 0.003 | 0.93 | 0.01 | 0.01 | 0.21 |
42CRMO
| CHEMICAL COMPOSI % | ||||||||
| C | Si | Mn | P | S | Cr | Ni | Cu | Mo |
| 0.42 | 0.27 | 0.92 | 0.013 | 0.004 | 1.01 | 0.03 | 0.04 | 0.2 |
Finish
PLAIN ZP YZP BLACK HDG DACROMET GEOMET CHROME NICKEL AND SO ON
PACKING
QBH BULK
20-25KG/CTN,36CTNS/PALLET
20-30KG/BAGS,36BAGS/PALLET
ONE TON/BOXES
50KG/ IRON DRUM,12 IRON DRUMS/PALLET
QBH SMALL PACKING
Packing in small boxes according to customer’s requirements
Packing in plastic bag according to customer’s requirements
QBH PALLET TYPE
SOLID WOOD FUMIGATION PALLET
EURO Pallet
THREE SPLINT PALLET
WOODEN BOX
The advantages of QBH
Product application
AS1252 Gr8.8 High Tensile Structural Bolts HDG
The bolts of AS1252 bolt nut washer assemble HDG Factory has machine screw threads on one end and hex head on the other with a washer face under the head for a better seal. These Bolts can tighten into a machine directly, because AS1252 bolt nut washer assemble HDG Factory has washers and nuts that are the same grade and finish as the hex bolt. Partially threaded shank allows for a stronger grip between objects and less shear movement.
AS1252 bolt nut washer assemble HDG Factory is composed of bolt, nut and washer. AS1252 bolt nut washer assemble HDG Factory has to pre-drill any holes for best result. Tighten these thumb screws with a wrench for more torque while fastening. These bolt nut washer assemble is suitable for fastening most machinery and equipment.
AS1252 bolts are headed, externally threaded fasteners used to keep two objects, often metal or wood, in a fixed position relative to one another. Unlike screws, which cut their own threads, bolts pair with the internal threads of nuts to stay in place and ensure the desired level of tension in the bolted joint. The use of nuts aids in disassembly and reassembly. In addition, bolts generally have a greater load bearing capacity than screws but lack a tapered shaft. The head style of the bolt determines the tool required for tightening and loosening. Bolts are responsible for holding together everything from furniture to machinery to bridges.
AS1252 bolts include fully threaded screws and partially threaded screws. Fully threaded screws engage with a tapped, threaded hole all the way to the head. Choose these when sideways force is not a concern. Partially threaded screws have an unthreaded portion under the head for more holding power when force is applied from the side. The unthreaded portion is stronger than the threaded portion of the screw. Thread length may vary from the minimum thread length published to fully thread.
AS1252 bolt nut washer assemble HDG Factory is designed for high load applications requiring a high tensile strength, especially those connecting steel to steel, such as the construction of bridges and buildings. AS1252 bolt nut washer assemble HDG Factory has to pre-drill any holes for best result and to use washers and nuts that are a similar grade and finish. Tighten these thumb screws with a wrench for more torque while fastening.

