


All Products
-
Steel Nut Bolts
-
Steel Hex Bolt
-
Carbon Steel Bolt
-
High Tensile Stainless Steel Bolts
-
Carbon Steel Nuts
-
Stainless Steel Nut
-
Steel Flat Washer
-
Spring Steel Washers
-
Stainless Steel Washer
-
Fully Threaded Studs
-
Non Standard Fasteners
-
Seismic Wedge Anchors
-
Self Tapping Screw
-
Electrical Fasteners
-
Solar Panel Fasteners
-
Stainless Steel Shackle
-
 BOSSARDThis is our European partner
BOSSARDThis is our European partner -
 LiIt's a good business
LiIt's a good business
Contact Person :
Lance
Phone Number :
+86-13511332403
Whatsapp :
+8613511332403
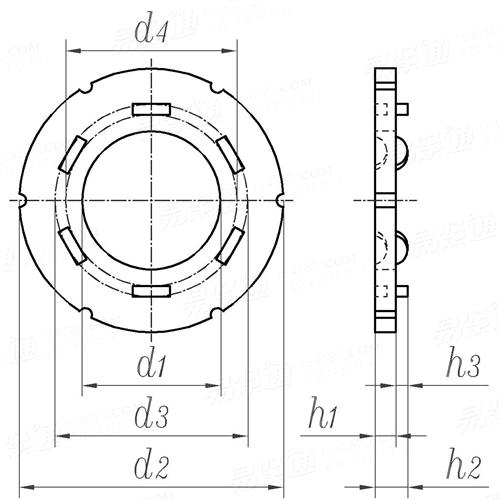
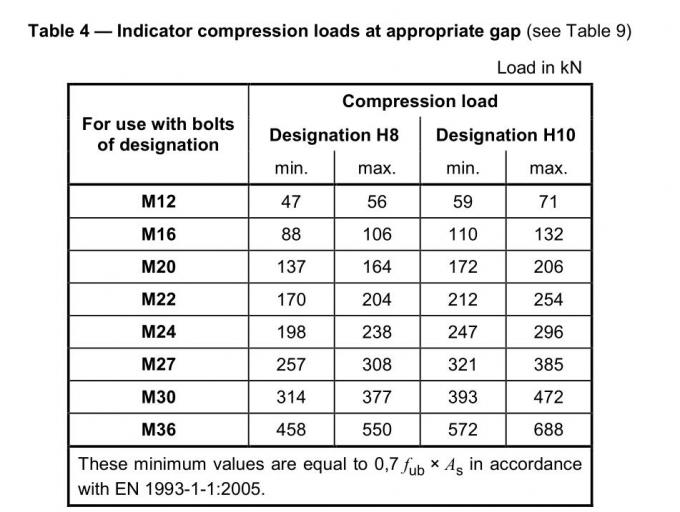
F959M Tension Indicating Washer











Contact me for free samples and coupons.
Whatsapp:0086 18588475571
Wechat: 0086 18588475571
Skype: sales10@aixton.com
If you have any concern, we provide 24-hour online help.
xProduct Details
| Standard | F959M EN14399-9 | Material | Carbon Steel Stainless Steel |
|---|---|---|---|
| Size | M12-M36 | Packing | Carton And Pallet Or According To The Customer's Requirement |
| Sample | Free Sample | Thread | Mushroom Head Square Neck |
| Lead Time | Per On Order Quantity | Advantage | We Can Manufacture According To Client Design,OEM / ODM / Customized Service Provided |
| Oem | Yes,welcome | ||
| High Light | Compressible Tension Indicating Washer,F959M Tension Indicating Washer,F959M Direct Tension Indicator Washer |
||
Product Description
F959M Tension Indicating Washer
Specification
HIGH-STRENGTH STRUCTURAL BOLTING ASSEMBLIES FOR PRELOADING - PART 9: SYSTEM HR OR HV - DIRECT TENSION INDICATORS FOR BOLT AND NUT ASSEMBLIES
High strength structural bolting for preloading
Part 9: System HR or HV - Direct tension indicators for bolt and nut assemblies
|
||||||||
|
INSTALL AND USE
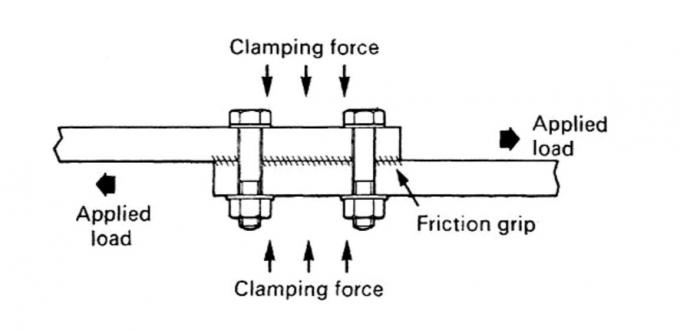
THEORY OF PRELOADED BOLTING ASSEMBLIES The principle of Preloaded bolted connections relies upon tensioning each bolt in the connection to a specified minimum preload so that the required clamping force will be induced at the connection interface. Shear loads are then transferred by frictional resistance at the joint interface rather than by bearing on the bolt shanks and hole faces. In this type of connection there will be no movement of the connected materials when the connection is subjected to these loads.
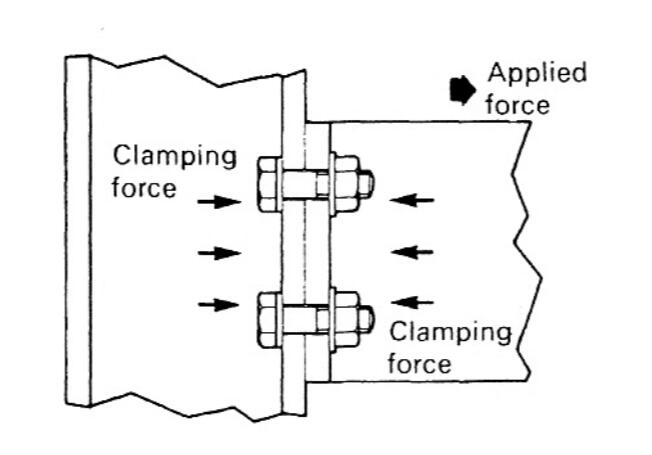
When axial tensile loads are applied to the bolt through the bolted connection, preloading of the connection to a specified minimum is also important, particularly if the loads are cyclical and could induce loosening or fatigue failure of the bolts. The clamping force developed at the specified minimum bolt preload should be greater than the applied loads. This will prevent the plies from separating or the bolts from developing any significant increase in axial tensile stress over the installed preload stress.
TIGHTENING OF PRELOADED ASSEMBLIES The essential requirement for preloaded connections is that the individual bolts are correctly tightened to the specified minimum preload; EN 1993.1.8 (Eurocode 3) specifies that to develop the necessary clamp force in the connection each bolt must be preloaded to 70% of the nominal bolt tensile strength. The permitted methods of preloading in EN 1090-2 are dependent on either movement of the nut along the bolt thread by a specified amount or the application of a calculated value of torque (turning moment) to the nut. Methods that depend on displacement of the nut: 1. The DTI method depends on the deformation of protrusions that have been extruded from the face of a washer. The DTI is calibrated so that when a specified average gap is reached the required preload is achieved. 2. The Highways Agency part-turn method requires each bolt to be tightened by torque to bring the steelwork into contact (each bolt diameter uses a different torque value). A part-turn, a minimum of a half turn, is then applied to develop the required preload. Methods that depend on the application of torque: 1. The Combined method requires the bolt to be torqued to 75% of the required preload; the required torque is calculated from data obtained from the EN 14399-2 – Fitness for Purpose test. A small part-turn, less than one third turn, is then applied to develop the required preload. 2. The Torque Control method again uses a value of torque calculated from data obtained from the EN 14399-2 – Fitness for Purpose test. 3. The bolts with the HRC method (TC bolts) are tightened using a special wrench where the nut is rotated while reacting against the splined bolt end. The HRC bolts are calibrated so that when the nut stops rotating the spline shears at a breakneck and the required preload is achieved.
PACKING
QBH BULK
20-25KG/CTN,36CTNS/PALLET
20-30KG/BAGS,36BAGS/PALLET
ONE TON/BOXES
50KG/ IRON DRUM,12 IRON DRUMS/PALLET
QBH SMALL PACKING
Packing in small boxes according to customer’s requirements
Packing in plastic bag according to customer’s requirements
QBH PALLET TYPE
SOLID WOOD FUMIGATION PALLET
EURO Pallet
THREE SPLINT PALLET
WOODEN BOX
The advantages of QBH
- QBH brand sales to the main quality assurance.
- Years of export trade management, excellent service, word-of-mouth guarantee.
- By working with TUV,escort for quality.
- Customization of non-standard parts can be made according to customer's requirements and drawings.
- For quality customers,we can provide a certain credit period.
Recommended Products